

Вам необходимо произвести сварочные работы на производстве в ручном или полуавтоматическом режиме? Хотите купить материалы к личному сварочному аппарату?
Магазин «Сварка» предлагает продукцию известных европейских фирм Wallius, Selco, занимающих передовые позиции среди производителей сварочного оборудования, для сварки в полуавтоматическом режиме (MIG‐MAG); сварки ручным способом (ММА); аргонодуговой сварки (TIG) и плазменной резки. Все необходимое для проведения сварочного процесса: газовые горелки, проволоку, электроды, экипировку сварщика, заправленные газовые баллоны, предложим в нашем магазине. Стоимость наших товаров придется по вкусу всем, кто ценит надежность и качество.
Ручную дуговую сварку в гараже, на даче, где сеть подвержена перепадам напряжения, можно производить предлагаемыми нами сварочными инверторами. Варят даже при 150 вольтах! С ними сварочный процесс будет под силу и начинающему сварщику. Не знаете что выбрать? Консультация менеджера откроет все секреты правильного подбора сварочного оборудования и расходных материалов. Наши телефоны, адреса и форма для вопросов находятся вверху страницы.
Разобраться во всем многообразии сварочных материалов — дело непростое: какой из них выбрать, на что обратить особое внимание? Техническая литература дает стандартизированные обозначения. Чтобы сравнить электроды и выбрать нужный, рассмотрите их типы.
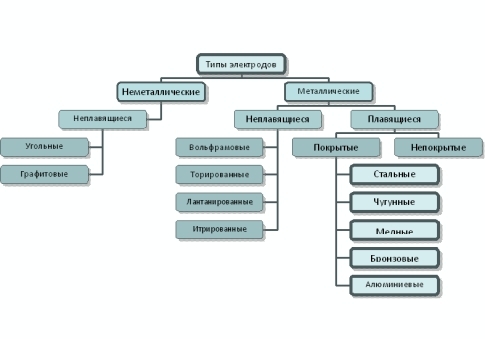
Сразу оговоримся, что непокрытые металлические электроды применялись на ранних этапах развития сварочных технологий. Позже они преобразовались в непрерывную металлическую проволоку, сварку ею проводят в среде защитных газов.
Для сварки сталей и их сплавов наибольшее распространение получили металлические плавящиеся электроды с покрытием, которое наносится методом окунания или обмазки и представляет собой соединение компонентов, обеспечивающее те или иные свойства сварному шву. По типу покрытия они классифицируются ГОСТ 9466‐75.
Виды покрытия электродов
Обозначение электродов согласно государственным стандартам определяют их основные характеристики. По особенностям сварки и видам покрытия можно разделить:
| Вид покрытия | Характеристика |
ГОСТ 9466‐75/ISO (международное обозначение) |
Марки электрода (пример) |
Примечание |
|---|---|---|---|---|
| Основные |
Шов качественный; дуга короткая; ток сварки — постоянный, обратной полярности; защита сварочной ванны хорошая. |
Б/B |
УОНИ 13/45 УОНИ 13/55 СМ‐11 |
Используют для сварки сосудов/трубопроводов, работающих под избыточным давлением (контроль Ростехнадзора) |
| Рутиловые |
Горение дуги устойчивое; ток постоянный/переменный; шов качественный; удовлетворительная защита сварочной ванны. |
Р/R |
МР‐3 ОЗС‐12 ОЗС‐4 |
Конструкции, находящиеся под ведомством Ростехнадзора |
| Кислые |
Дуга неустойчивая; высокая токсичность процесса; склонность к порообразованию; разбрызгивание металла; ток постоянный/переменный. |
А/А |
ЦМ‐7 СМ‐5 ОММ‐5 |
Стали с малым содержанием углерода, небольших толщин |
| Целлюлозные |
Ток постоянный/переменный во всех пространственных положениях шва; сварка без перегрева; Разбрызгивание (большие потери). |
Ц/С |
ЦЦ‐1 ВСЦ‐4А ОМА‐2 |
Рекомендуются для монтажной сварки |
Отношение диаметра электрода к диаметру его стержня определяет толщину покрытия. Различают изделия с тонким (М), средним (С), толстым (Д), особо толстым (Г) покрытиями. Лучшее качество шва дают три последние группы.
Диаметр электродов варьируется от 1,6 до 12 мм. Причем, 6 – 12 мм используются для наплавки, менее 6 мм — для сварки.
Рассмотрим подробнее типы покрытий.
Основное покрытие
Покрытие основного вида имеет шлаковую основу, с содержанием карбонатов Ca и Mg, плавикового шпата. Такой состав покрытия обеспечивает малое присутствие водорода в сварочном шве. Это — незаменимое качество для сварки высокоуглеродистых сталей, подвергающихся улучшению и закалке. В иных случаях водород, выделяющийся при сварочном процессе, проникает в околошовное пространство и может быть причиной трещин.
Электроды имеют сердцевину из проволоки с низким содержанием углерода Св‐08 (или Св‐08А). По своим физическим свойствам этот сварочный материал соответствует типу Э42А – Э50А (классификация, определяющая характеристики шва: 42 – 50 кгс/мм² — min временное сопротивление разрыву). Сварка может вестись при любом расположении шва.
Применяется для высокоуглеродистых, а также легированных сталей. Удовлетворительно показывает себя при значительной величине шва. Если на поверхности металла есть окалина, ржавчина, увлажнение, то велика вероятность образования пор в месте сварки. Устойчивость дуги меньше, чем при всех остальных типах покрытия (ток постоянный, обратной полярности).
Перед сваркой рекомендуется прокалка электродов (t=345 – 405°С).
Рутиловое покрытие
Основа этих сварочных материалов — проволока Св‐08, покрытие рутиловых электродов содержит, в основном, окись титана. Оно дает высокую стабильность дуги, применяется для вертикальных и потолочных швов.
Зафиксирован факт проведения качественной сварки по грунтованным поверхностям толщиной до 25 мкм. При сварочном процессе рутиловыми электродами токсичность невысока, не бывает большого разбрызгивания металла.
Соединения, сваренные ими, имеют повышенную прочностную усталость. Электроды соответствуют марке Э42 – Э46. Рутиловые электроды стойки к образованию трещин и пор в металле шва, однако, не приспособлены к исполнению тавровых швов при повышенных значениях зазора. Ими не рекомендуется варить тонкий металл и завышать значения сварочного тока.
Если электроды отсырели, их просушку необходимо выполнить при t=200°C, сварочный процесс можно проводить только на следующие сутки.
Кислое покрытие
Основа — проволока с низким содержанием углерода Св‐08. Химические элементы, включенные в покрытие — марганцевая руда, кремнезем, окислы железа.
К достоинствам можно отнести отсутствие пор при осуществлении процесса сварки по ржавчине и окалине, дуга стабильна, легкое зажигание при 60 – 70 В на трансформаторе, значительная производительность при любом положении шва в пространстве.
Недостатки: разбрызгивание металла, токсичность, склонность к возникновению пор и трещин. Кислое покрытие электродов применимо только для сварки низкоуглеродистых нелегированных сталей и соответствует маркам Э38 – Э42.
Целлюлозное покрытие
Основа таких покрытий — органические вещества, которые, сгорая, выделяют защитные газы для сварочной ванны. Такие электроды не способствуют образованию пор, дают стабильную дугу, позволяют производить сварку при любом положении шва.
К недостаткам относятся: повышенное содержание водорода в зоне сварного шва, способствующее возникновению горячих и холодных трещин в свариваемом металле; значительное разбрызгивание.
Область применения этого сварочного материала — монтаж магистральных трубопроводов. Провар корневого шва. Марки электродов регламентируются внутризаводскими стандартами или техническими условиями.
Мы рассказали об основных видах стальных плавящихся электродов с покрытием, и ждем вопросов по приобретению необходимых вам материалов. Наши менеджеры помогут принять оптимальное решение.