
пр. Просвещения, д. 15, лит. А (вход с пр. Просвещения)
https://www.high-endrolex.com/34
Горелки TIG


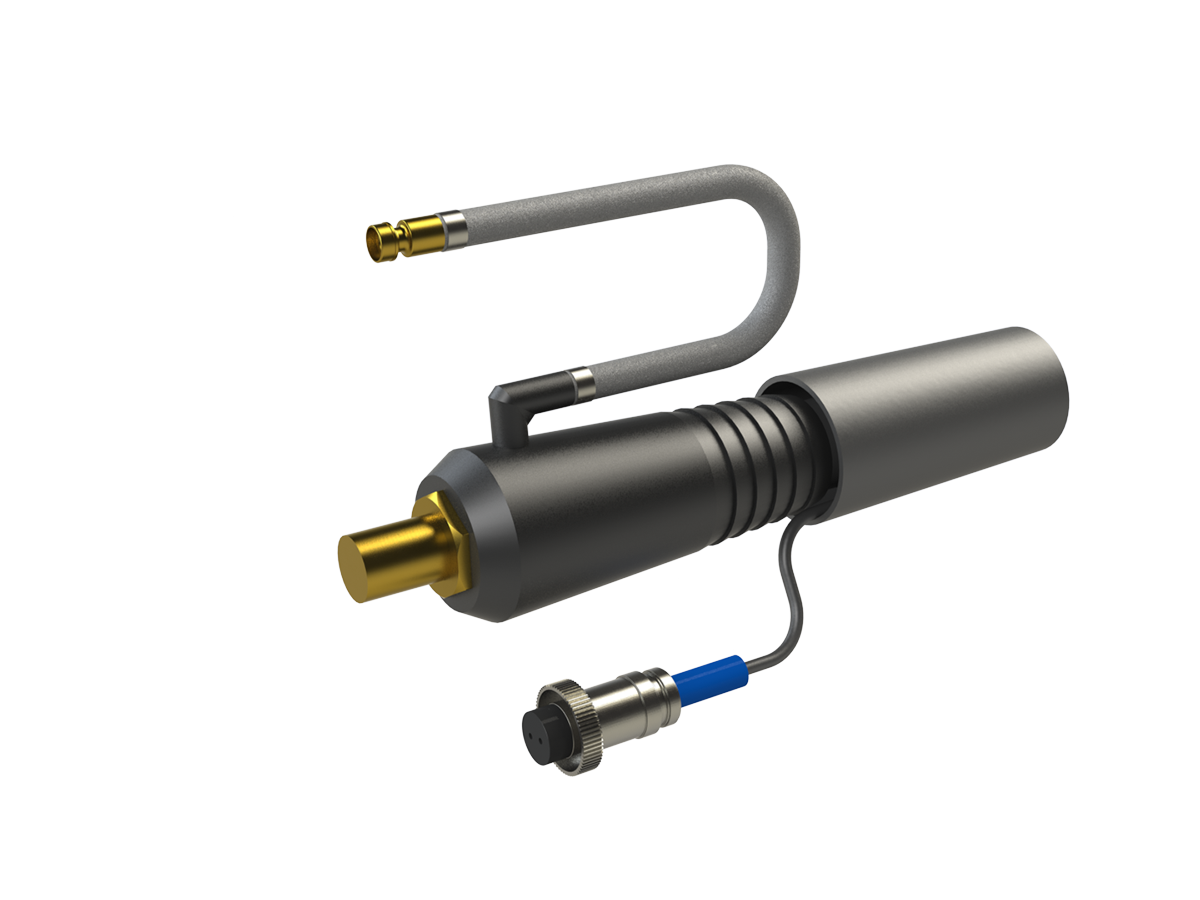


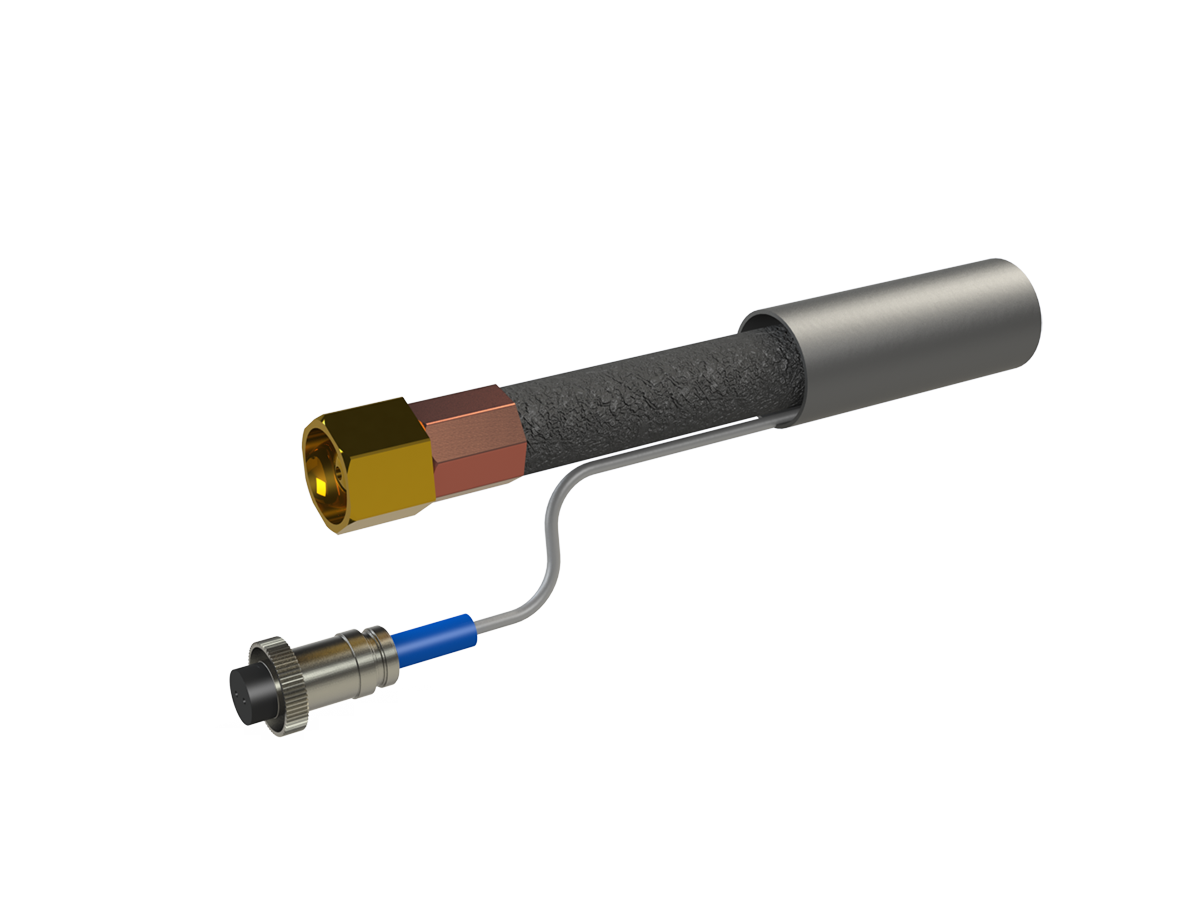


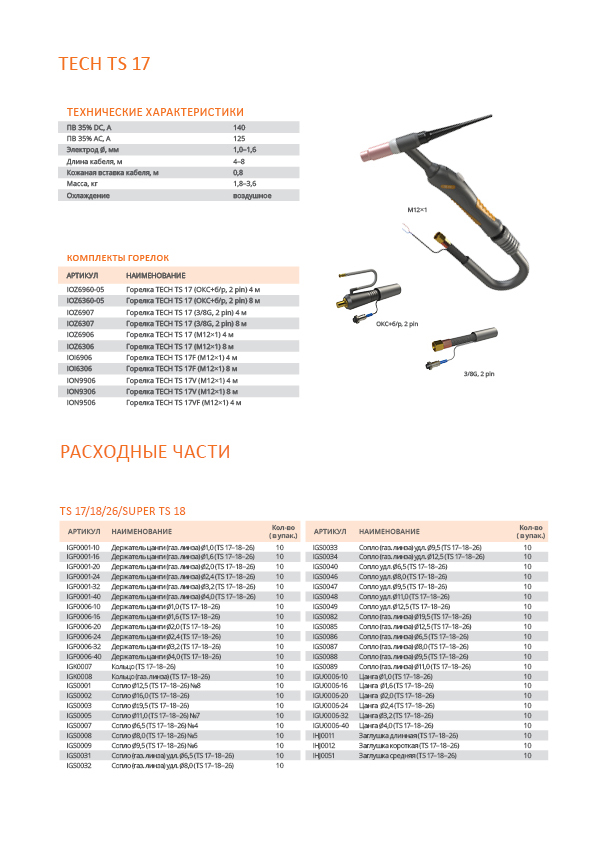





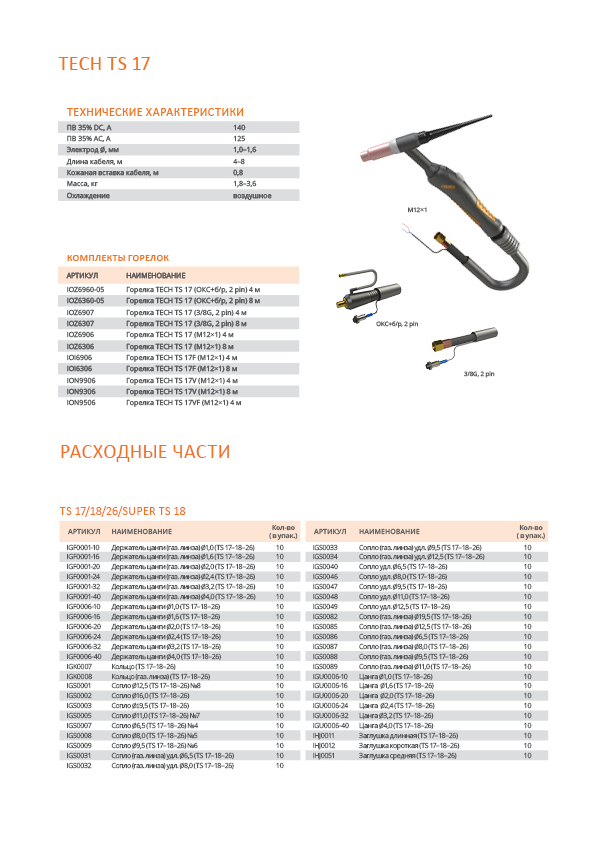
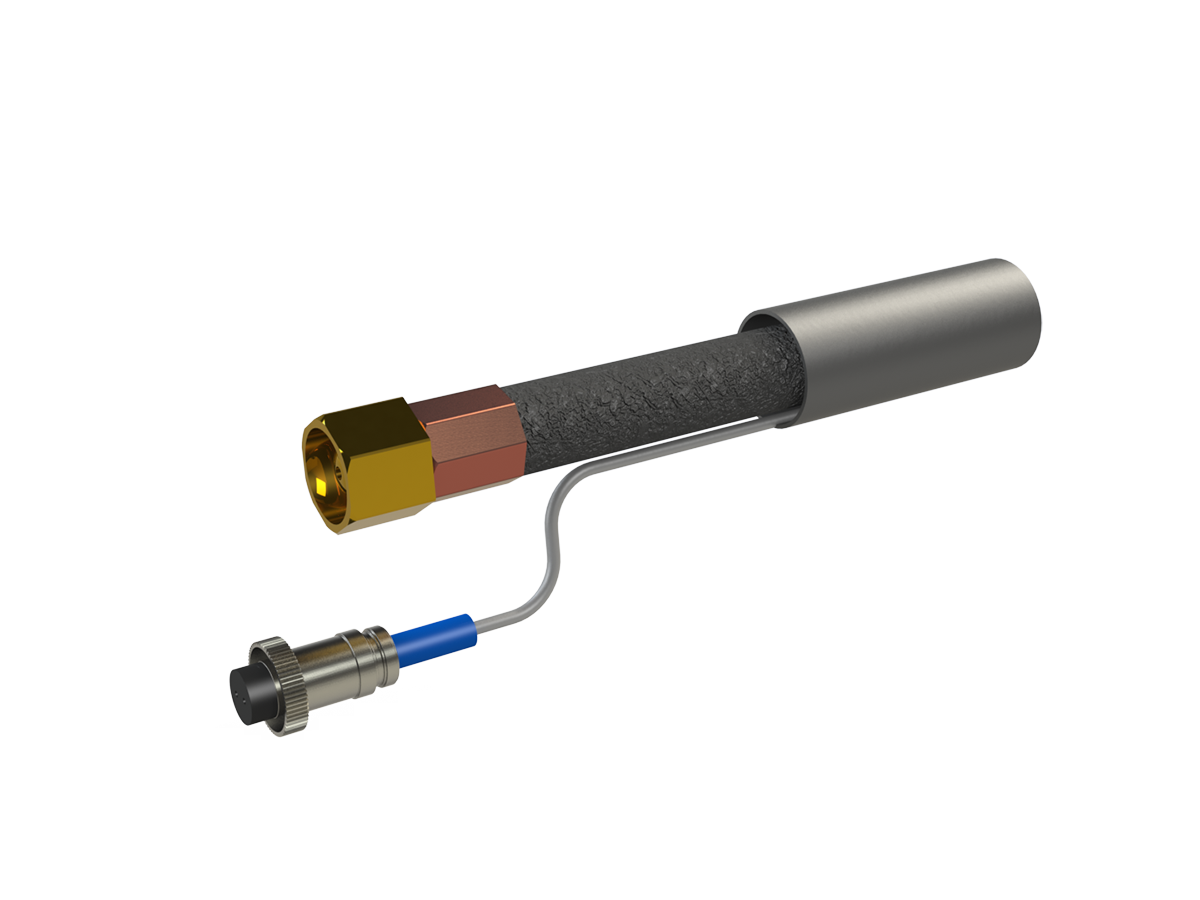


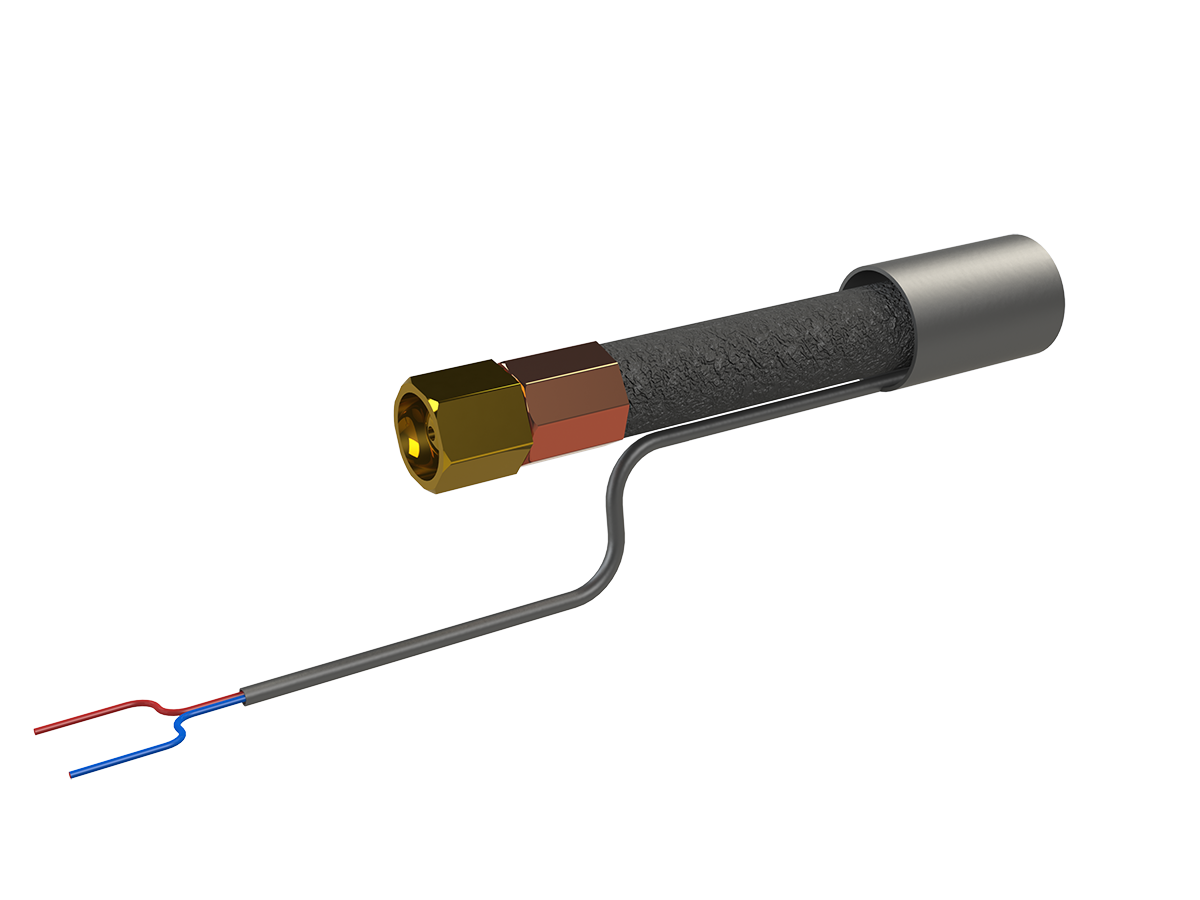


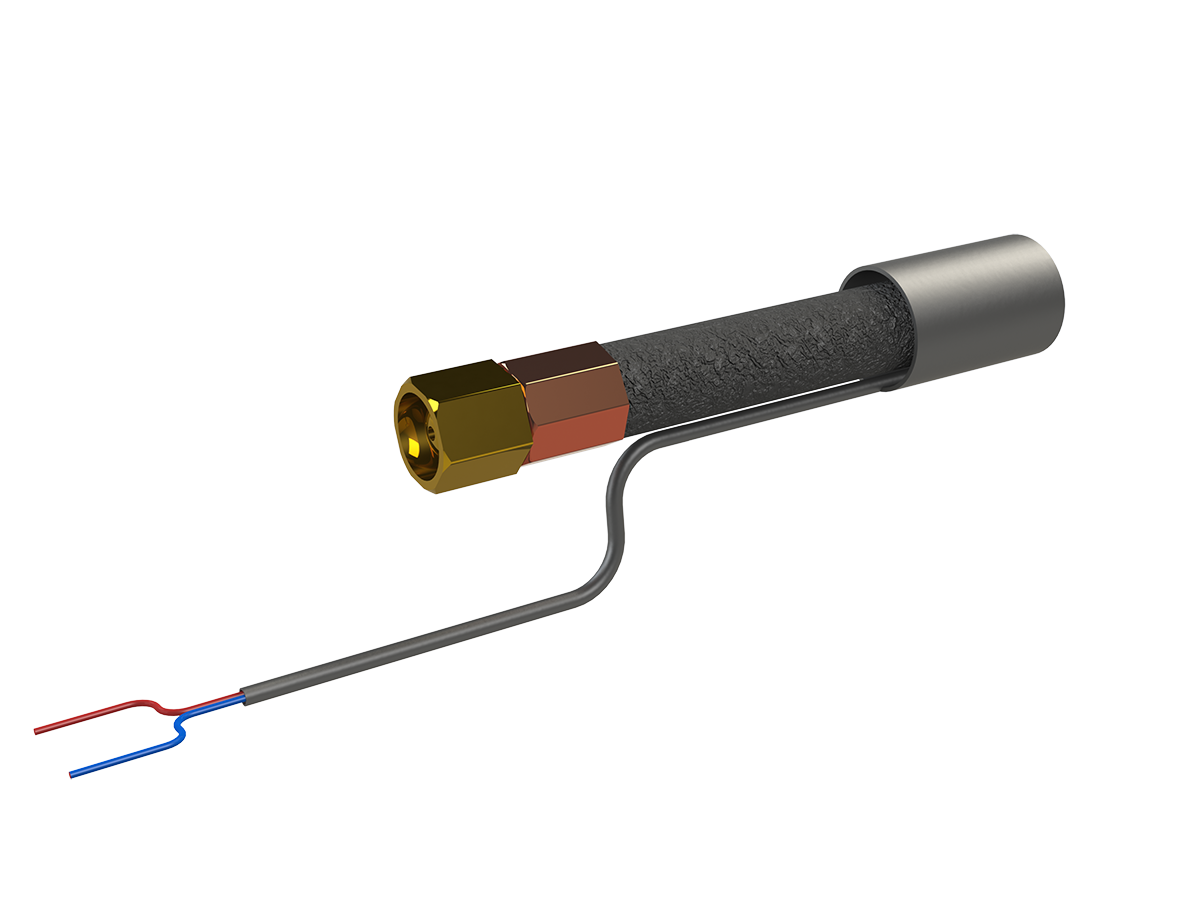


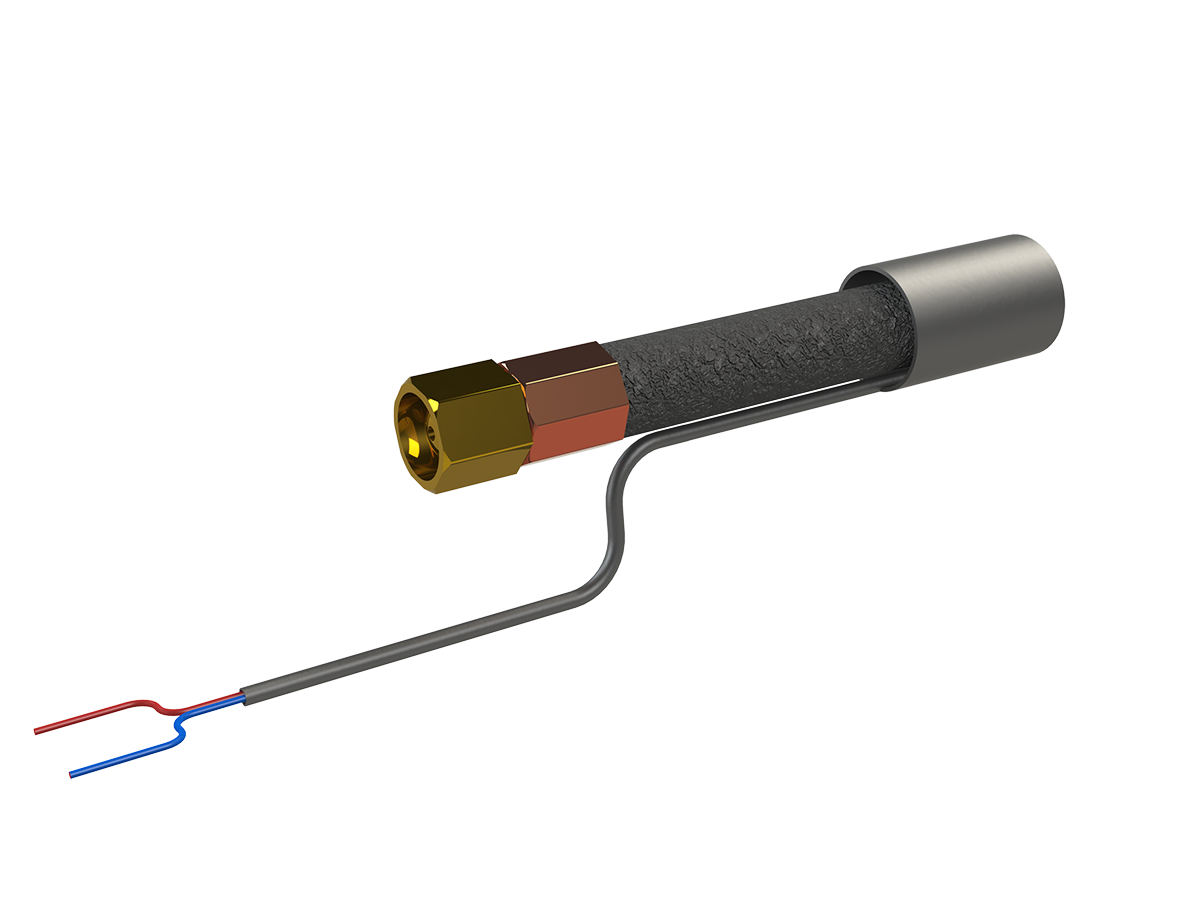



















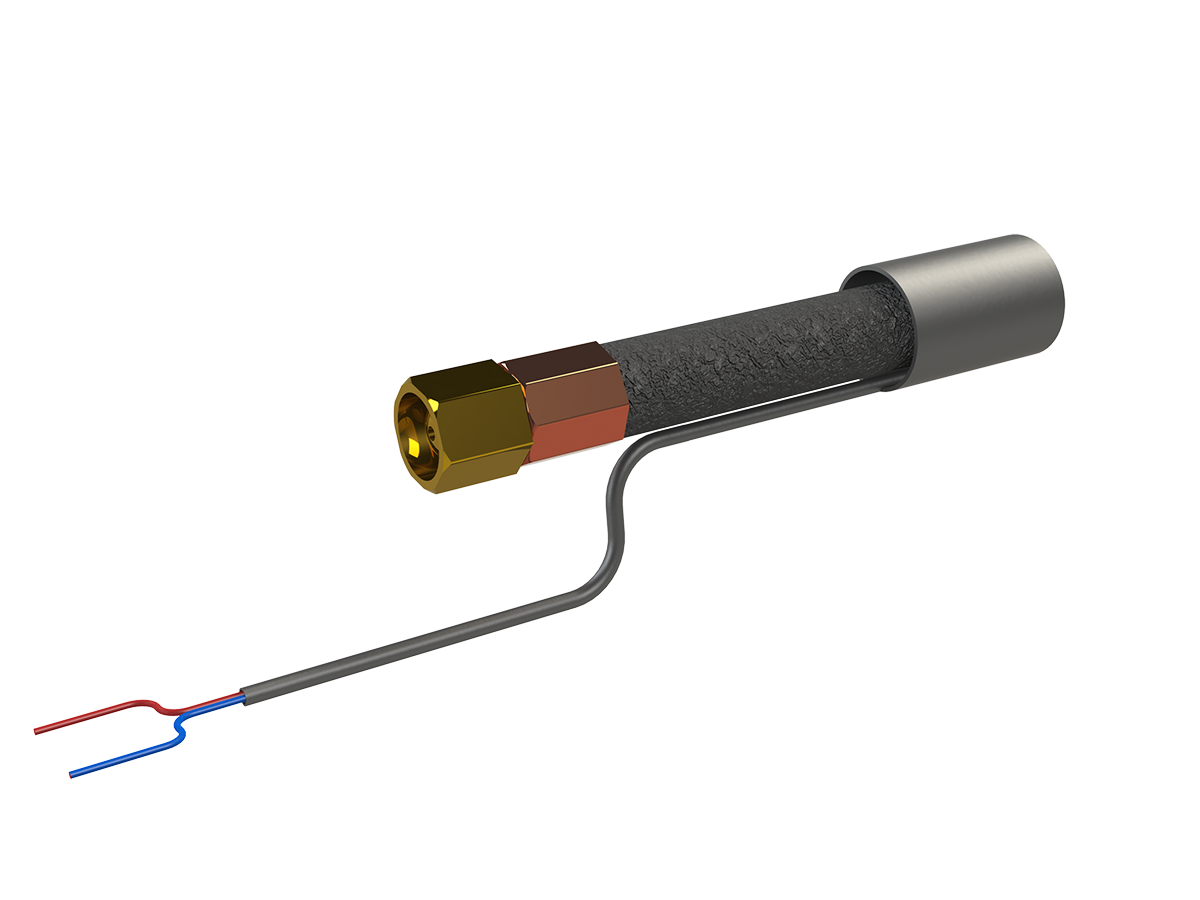




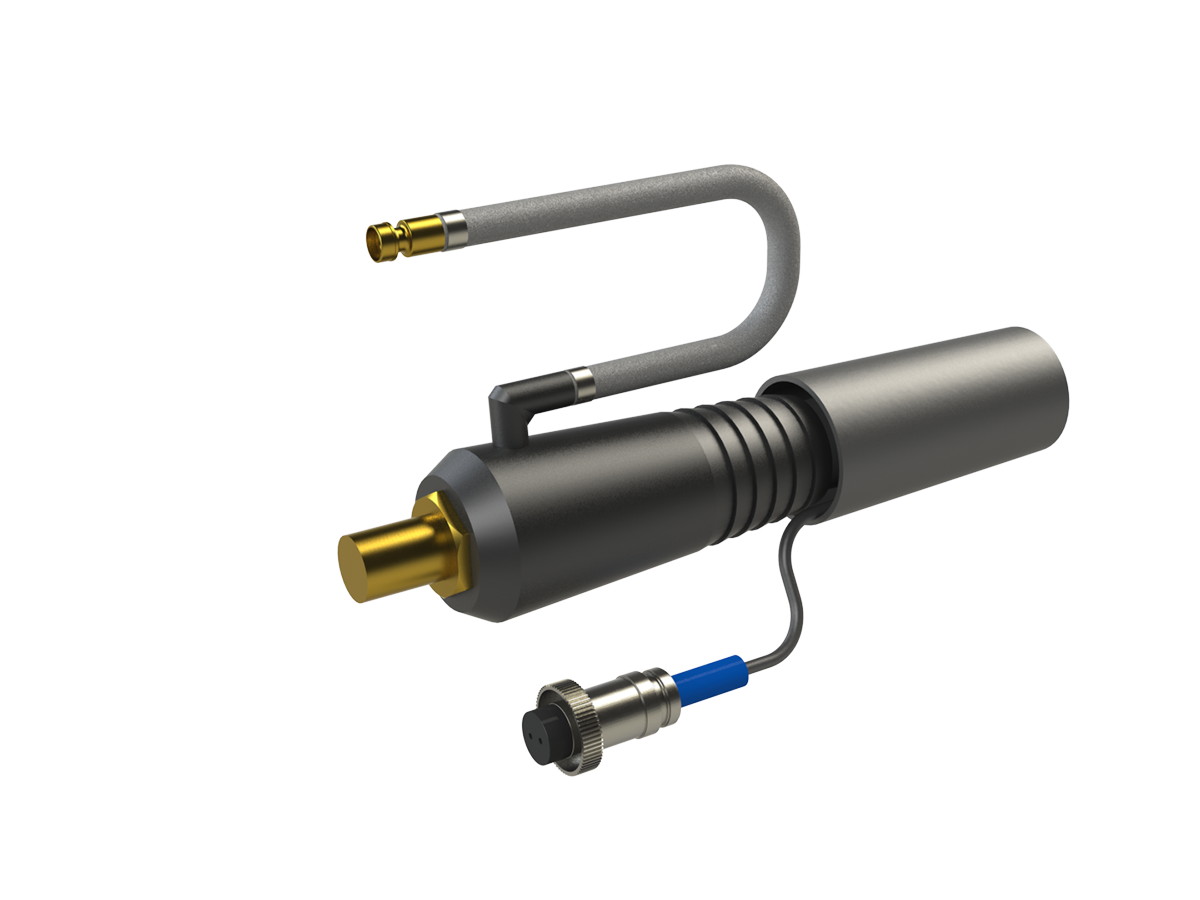



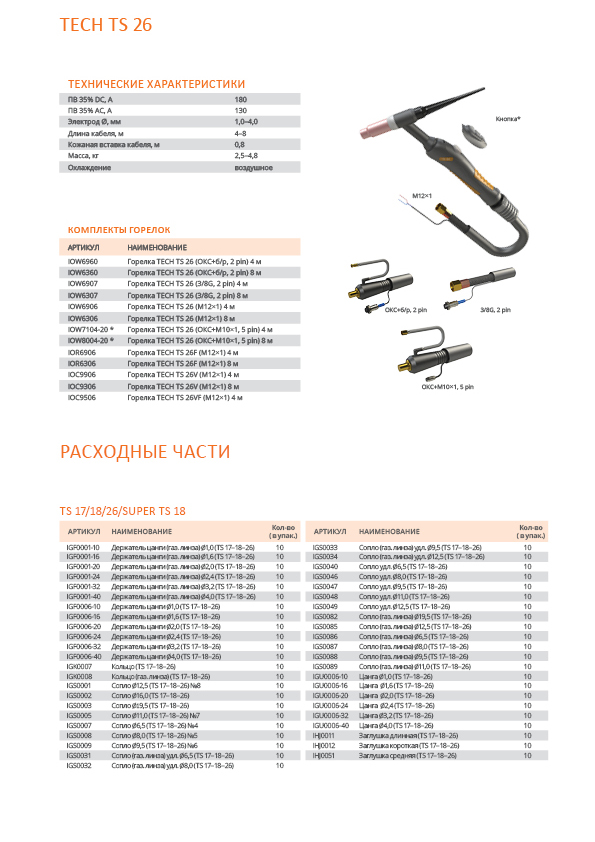
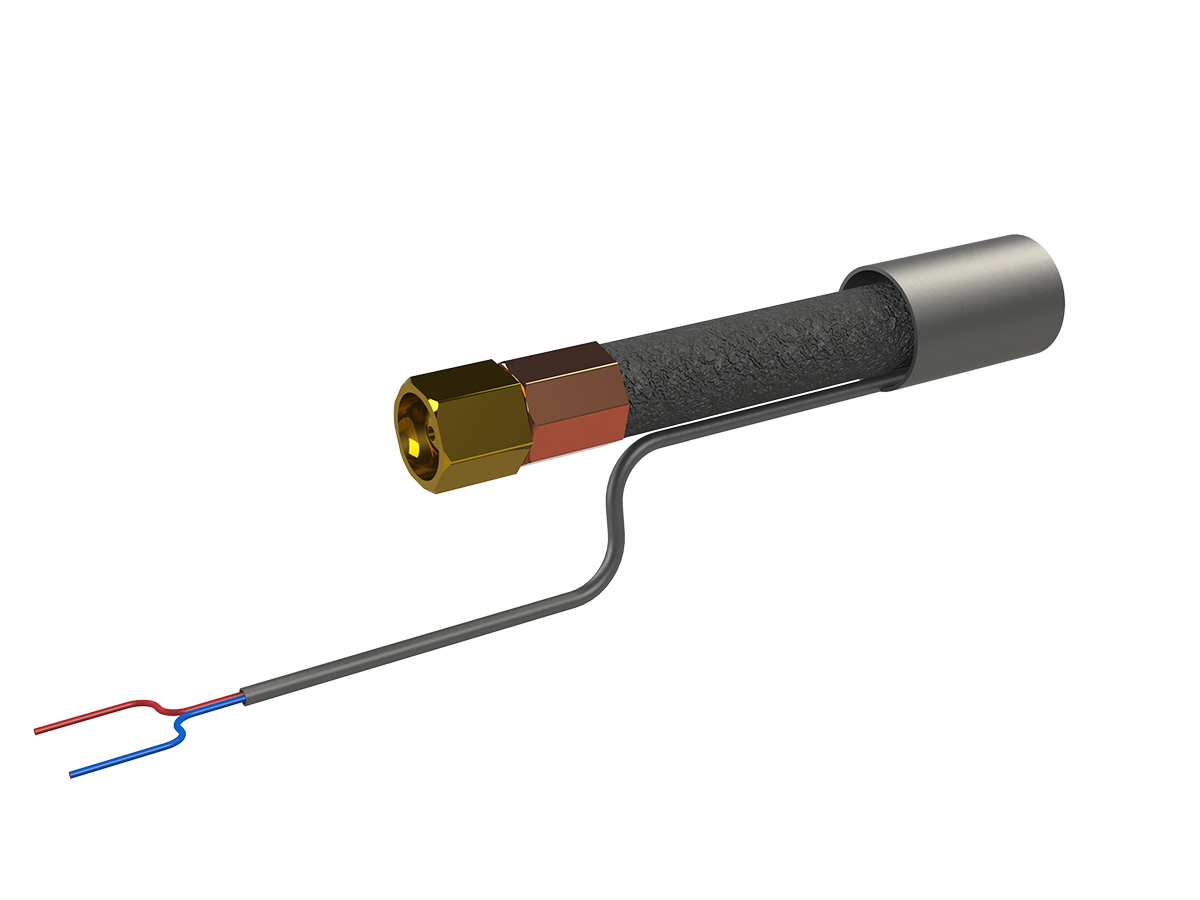



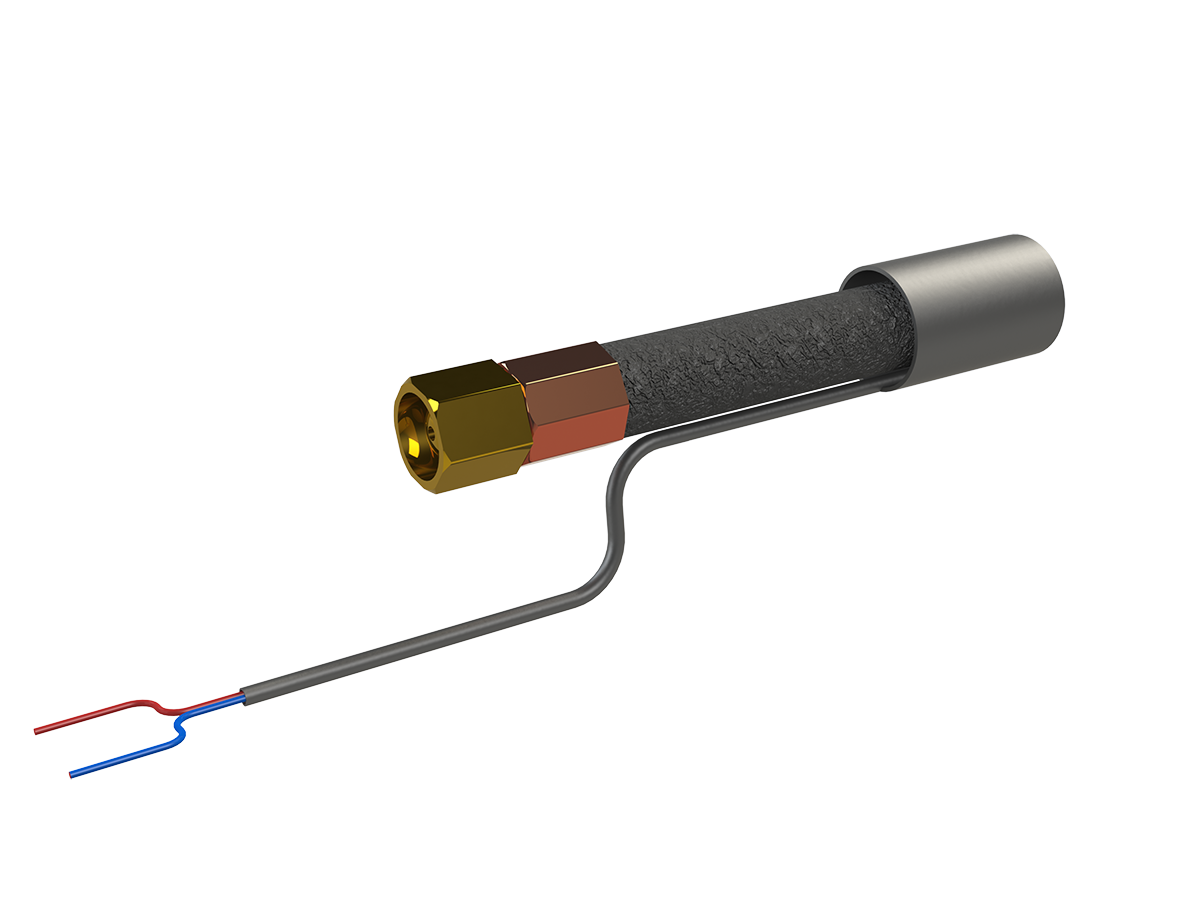








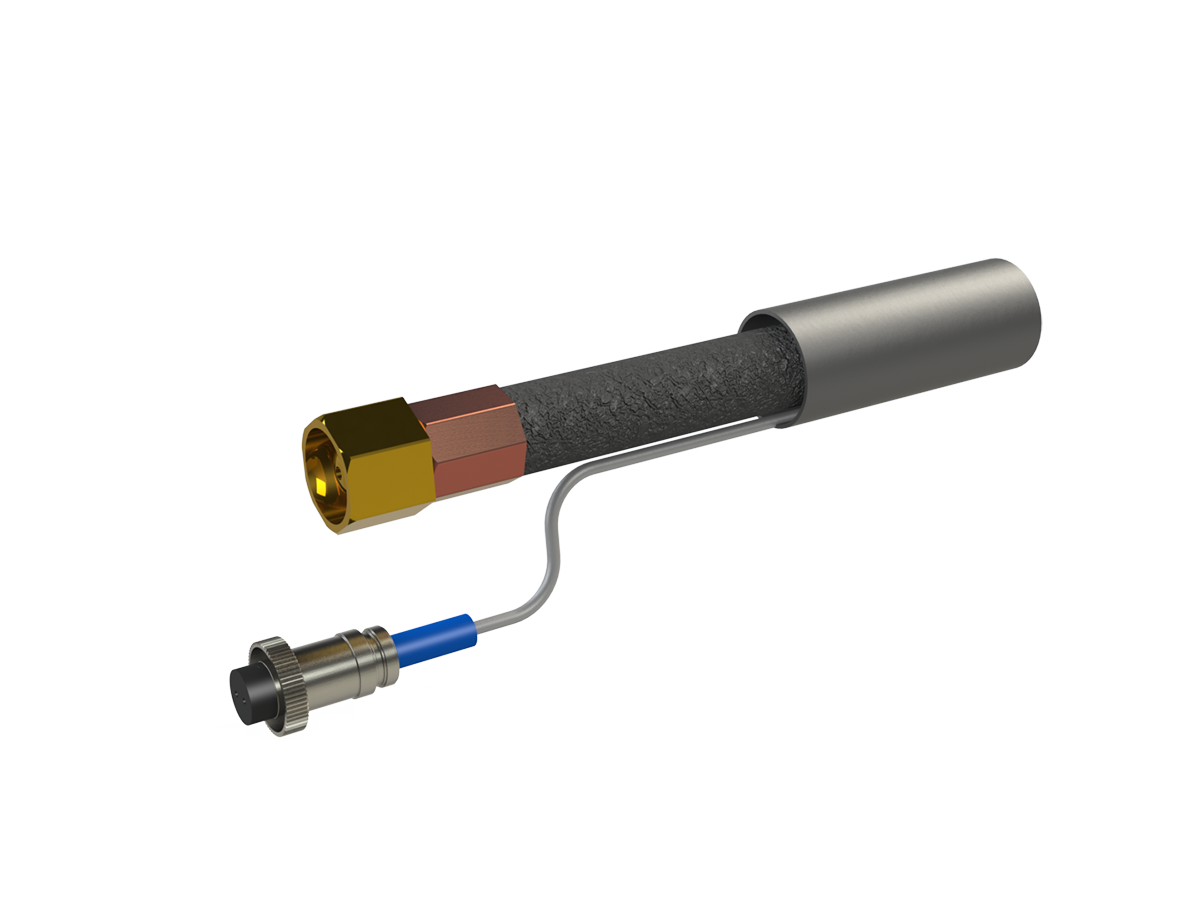





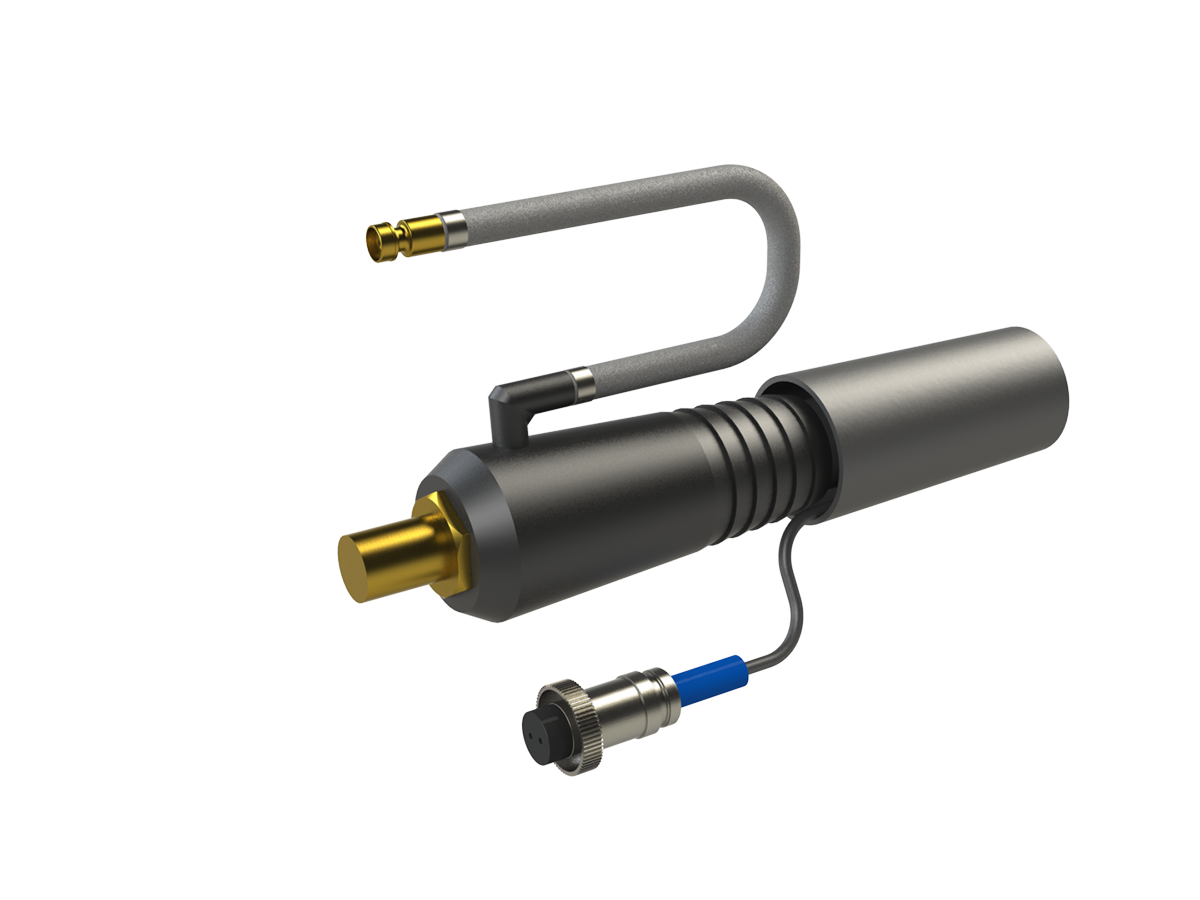




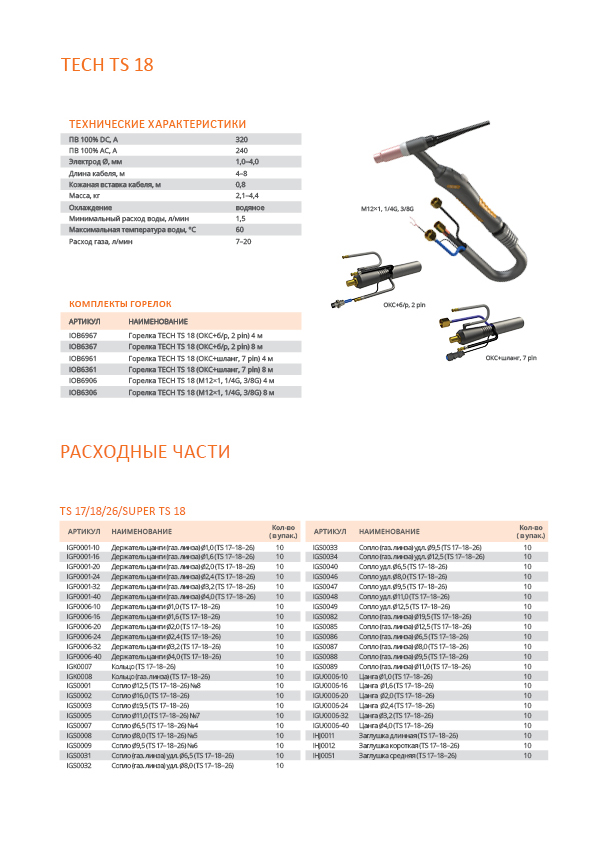


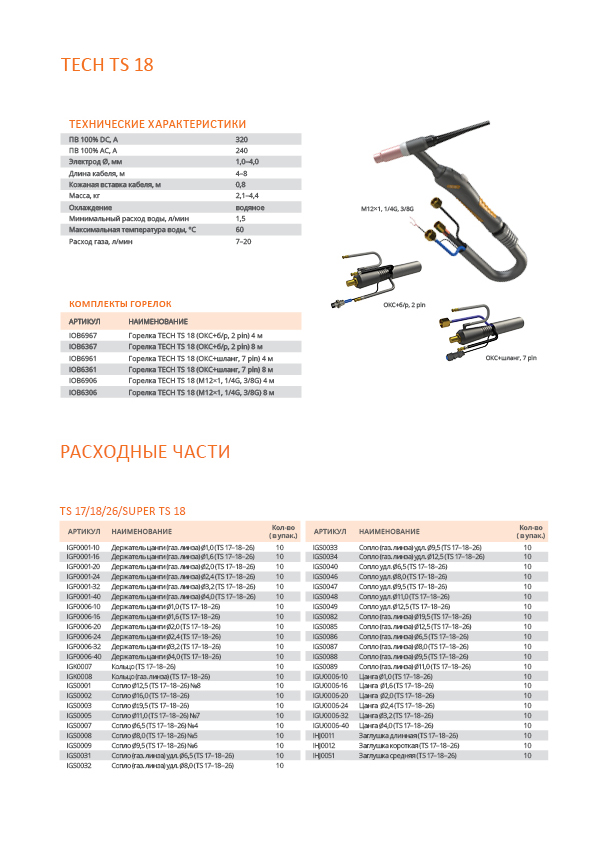


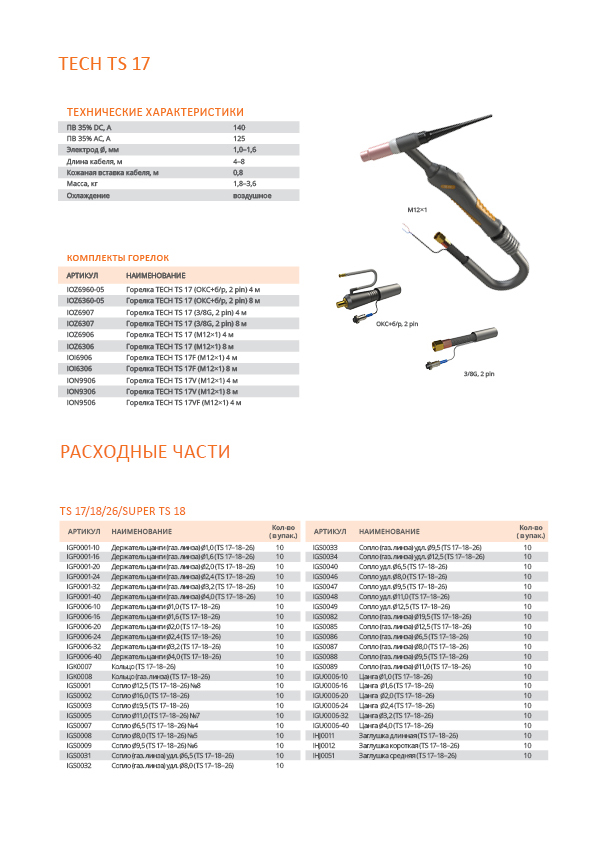


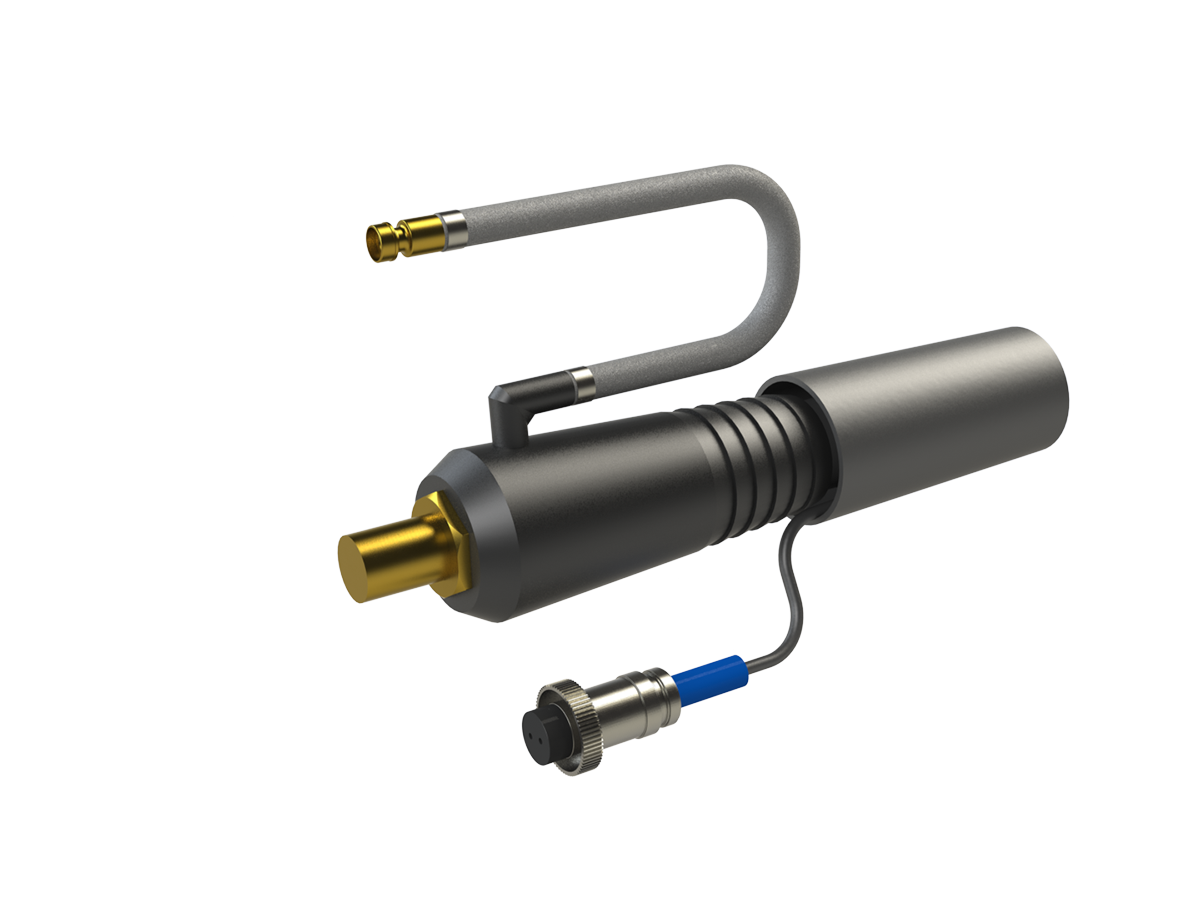

















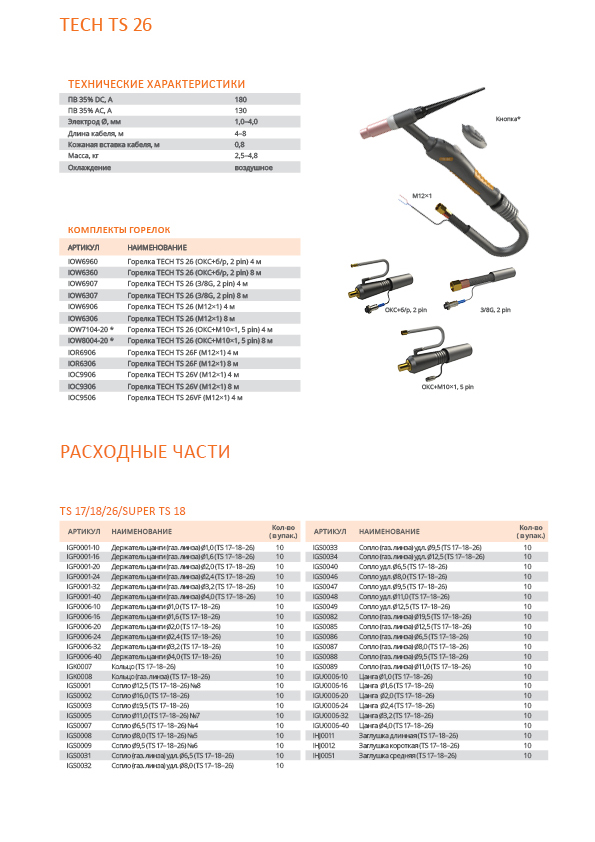




Горелки для TIG сварки работают в среде инертных газов — аргона или гелия — и предназначены для аргонодуговой сварки сталей (нержавеющей и низколегированной), медных сплавов (DC), алюминиевых сплавов (AC с осциллятором), титана, никеля и других материалов. Процесс осуществляется неплавящимся вольфрамовым электродом. Сварочный шов формируется за счет присадочной проволоки или без нее.
Сварочные горелки TIG: виды и особенности
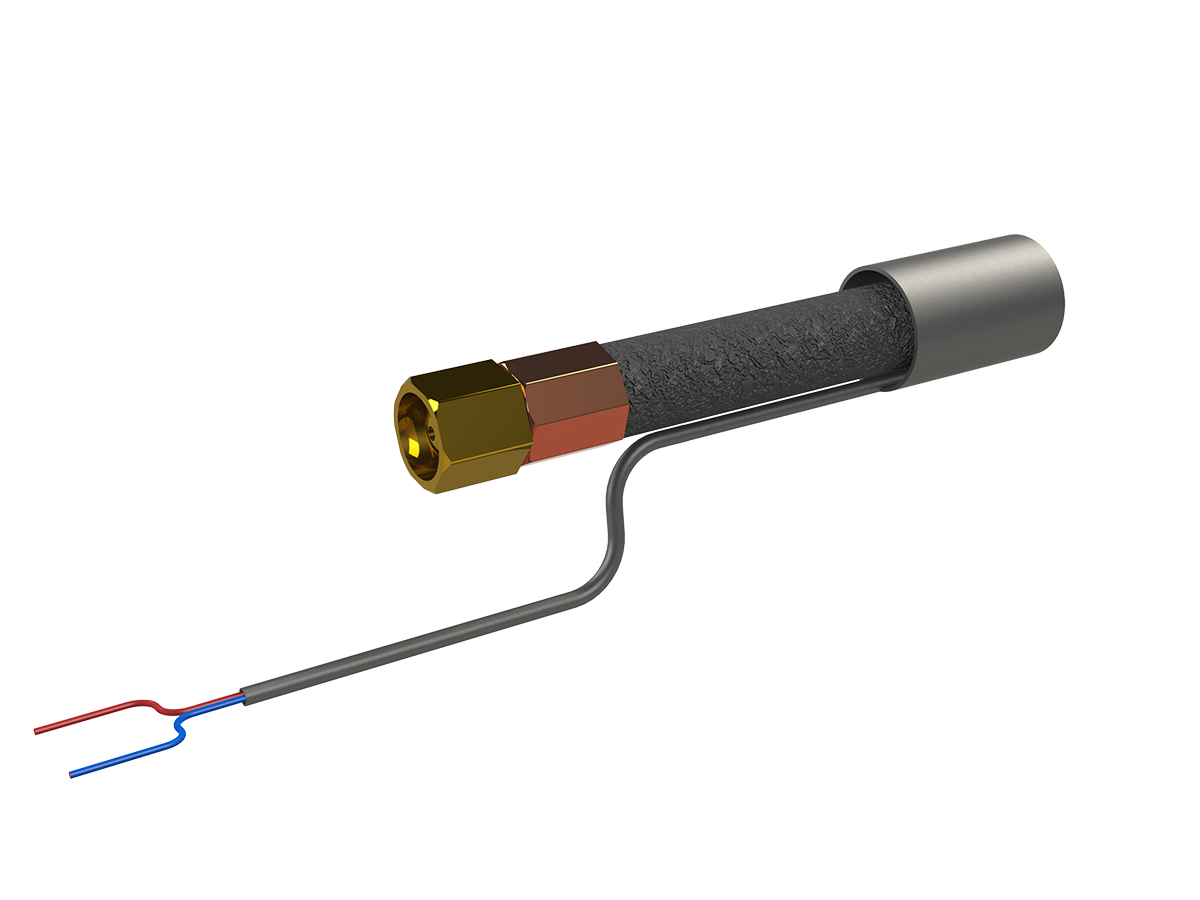
Аргонодуговая сварка невозможна без использования горелок ТИГ. С их помощью фиксируются вольфрамовые электроды и подается защитный газ в сварочную зону. От качества и эргономичности этого устройства зависит эффективность работы оператора.
Горелки этого типа работают в аргоновой или гелиевой среде. Ими сваривают низколегированные и нержавеющий стали, медные, титановые, алюминиевые, никелевые и другие сплавы. Сварочный шов формируют при помощи присадочной проволоки или без нее.
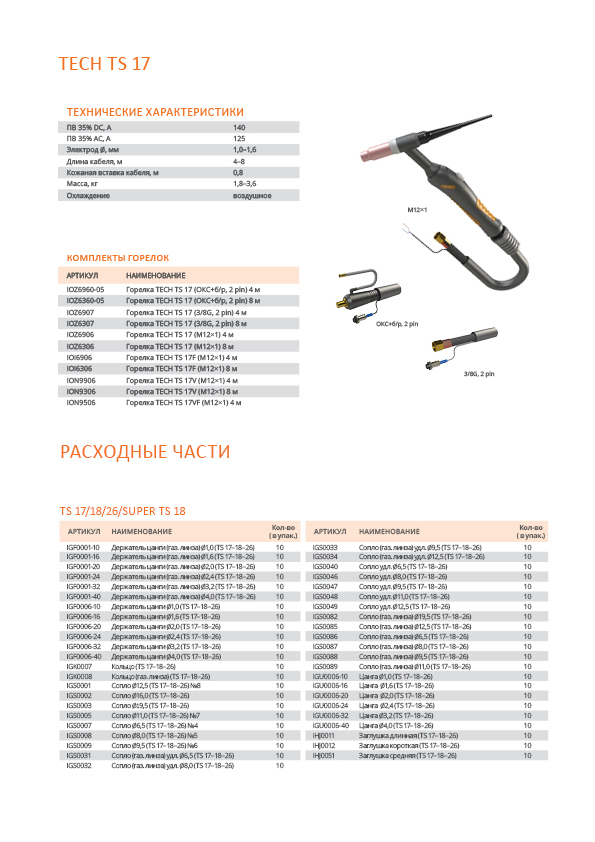
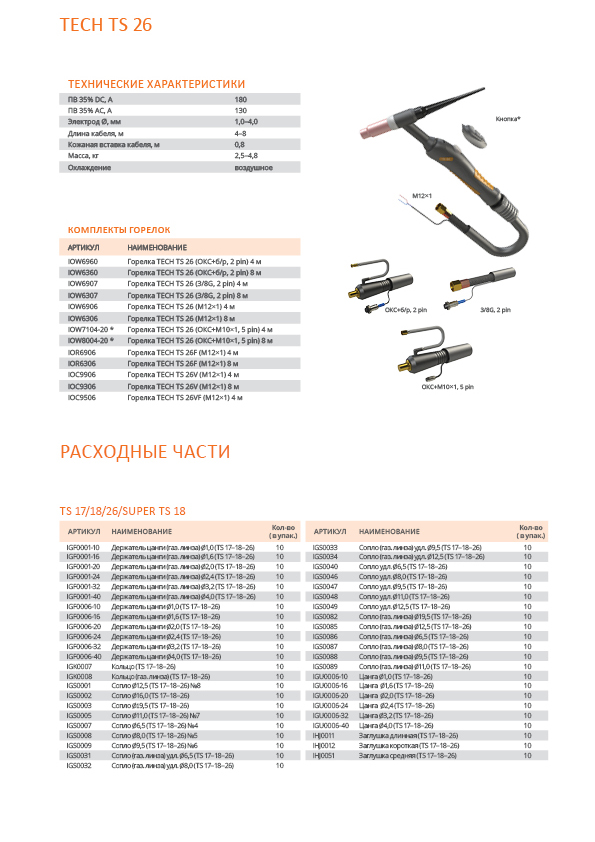
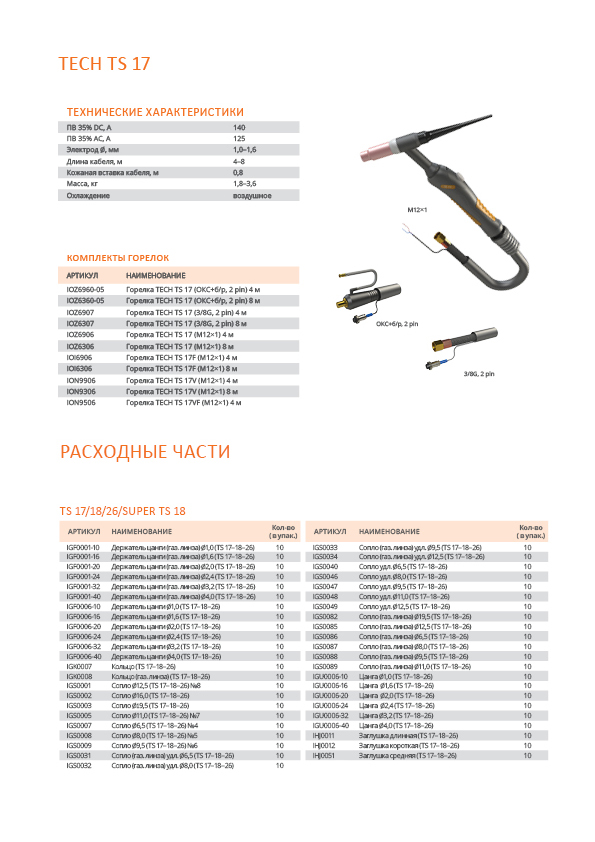
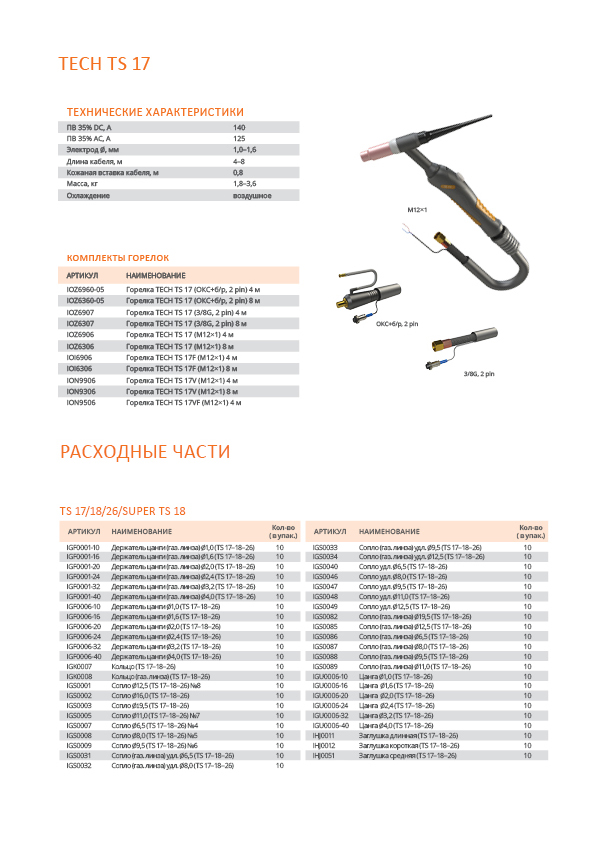
Устройства для сварки неплавящимся электродом имеют ПВ около 35% (на 10 минут цикла время работы должно составлять 3,5 минуты, остальное — «отдых»).
Какие сварочные горелки TIG можно купить в Сварленд.ру
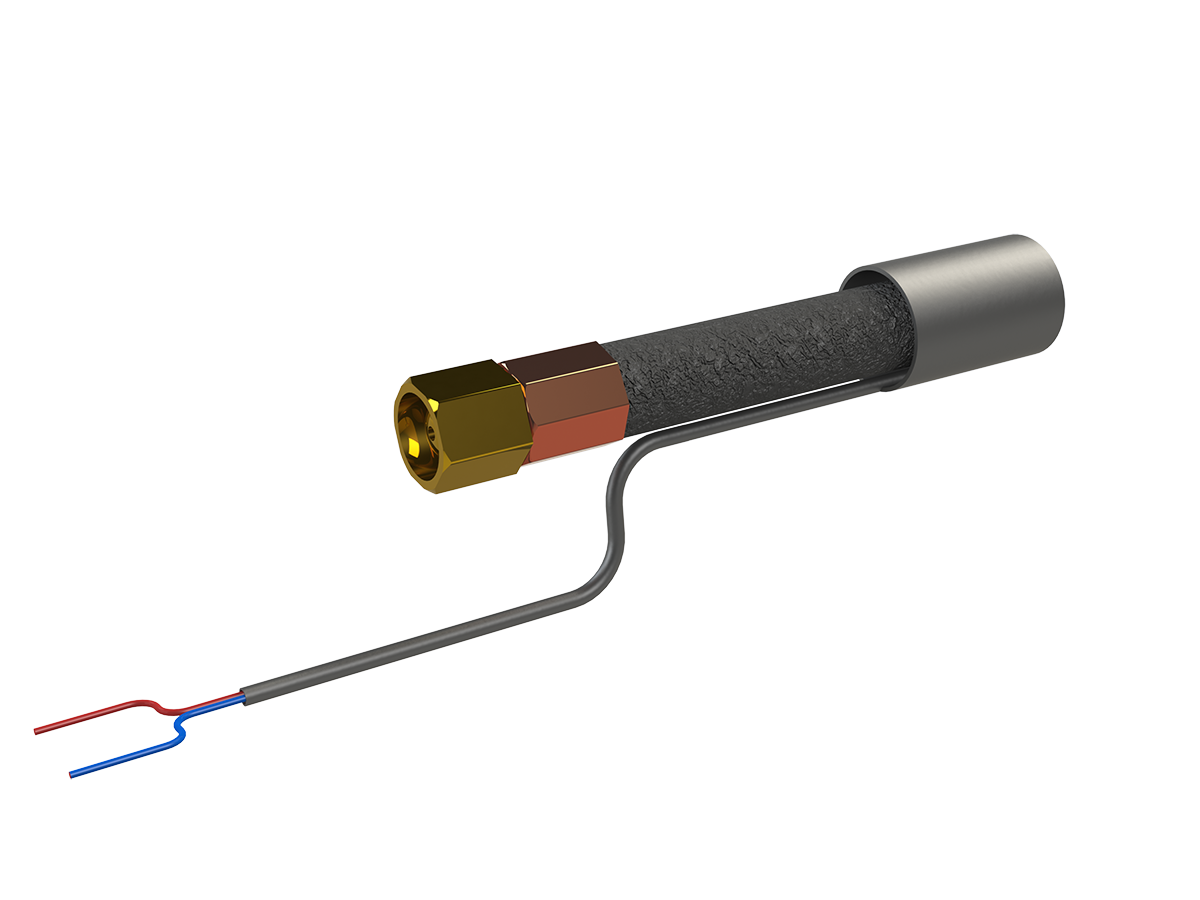
В онлайн-каталоге нашей компании можно заказать по доступным ценам горелки ТИГ брендов Сварог, Aurora, MTL, Kemppi и др. Предлагаем модели с двумя типами охлаждения:
● воздушным. Тепло в устройствах распределяется естественным образом за счет движения инертного газа внутри корпуса горелки. Их выбирают для работы с металлическими деталями небольшой толщины;
● водяным. Оборудование охлаждается водой, которая подается из кулера. Эта технология позволяет работать с большими сварочными токами – от 220 А – и сваривать толстые металлические детали.
У нас на сайте можно купить горелки TIG с кнопочным управлением, которыми очень удобно формировать вертикальные, наклонные и потолочные швы. Соединения получаются аккуратными, на них отсутствует шлак и окалина, поэтому дополнительная обработка практически не нужна.
Выполняем доставку по Санкт-Петербургу и всей России. Возможен самовывоз из магазина «Сварка».