Газосварку по-другому называют сваркой плавлением. Для такого процесса приемлемы различные сочетания кислорода и газа, используемого в качестве рабочего. Наиболее широко применяется ацетилено-кислородная смесь. Если рассматривать отличие газосварки от электросварки, то в первом случае наблюдается более медленный разогрев металла. Этот факт является немаловажным достоинством:
- при сваривании стали небольшой толщины (от 0,2 мм. до 5-6 мм.);
- при соединении цветных металлов;
- в процессе сваривания инструментальных сталей (требуется постепенный нагрев и достаточно медленное охлаждение);
- в том случае, если необходим подогрев металлов при сварке (например, чугуна);
- при наплавке;
- для твердой пайки.
Портативность, мобильность и относительная простота организации процесса газосварки делают ее востребованной при проведении ремонтных работ.
Технически возможной считается газосварка стали толщиной до 40 мм, однако в связи с замедленным нагревом металла, она считается нецелесообразной и экономически невыгодной при толщине стали свыше 10 мм. Помимо этого, длительный нагрев металла может вызвать его деформацию, укрупнение зерна в обширной зоне, близкой к сварному шву, и, как следствие, ухудшение механических характеристик материала.
Из всего многообразия сварных швов газосварку чаще всего используют при стыковом соединении металлов. Причем в этом случае разделку кромок можно не производить (из-за небольшой толщины свариваемых материалов). Горелка регулируется для работы на нормальном пламени. Тепловое воздействие зависит и от мощности, и от угла наклона оси пламени к свариваемой поверхности. Газосварка может быть произведена в любом положении: «вертикаль, пол, потолок».
Для получения прочного качественного шва применяются присадочные прутки или проволока. Их химический состав зависит от состава свариваемого металла, а диаметр соответствует толщине соединяемых деталей. Например, для сварки чугуна применяются специальные чугунные стержни, для низкоуглеродистой стали — проволока Св-08 и ее модификации с необходимыми добавками.
Какие рекомендации можно дать начинающим сварщикам?
- Есть аспекты, требующие более пристального внимания и ответственного подхода, чем выбор газосварочного оборудования. Требуется безусловное соблюдение техники безопасности при газосварочных работах. Баллоны с газом взрывоопасны, а процесс связан с использованием открытого пламени высокой температуры. Подготовка к таким работам включает обязательное применение средств защиты: специальной обуви, брезентового костюма, рукавиц, сварочной маски или очков с затемненными стеклами для газосварки.
- Рекомендуется приступать к сварочным работам, пройдя обучение на специальных курсах. Именно там учат правильно выбирать горелку с наконечником под тип свариваемых поверхностей, выдерживать определенный угол между осью пламени и обрабатываемой деталью, а также учитывать особенности технологического процесса, свойственные определенному типу работ: сварке труб или заделке отверстий, наплавке ремонтных деталей или пайке.
- Лучше приобрести горелку с четырьмя наконечниками, но первоначально использовать самый малый для отработки необходимых навыков и движений. Баллоны с кислородом (голубого цвета) и ацетиленом (белого цвета) должны быть снабжены редукторами для понижения давления газа и клапанами для предотвращения обратного удара пламени. В кислородном шланге поддерживается давление не более 0,3 МПа (необходимо использовать кислородный шланг III класса синего или черного цвета), в ацетиленовом — не ниже 1 кПа (шланг I класса красного цвета).
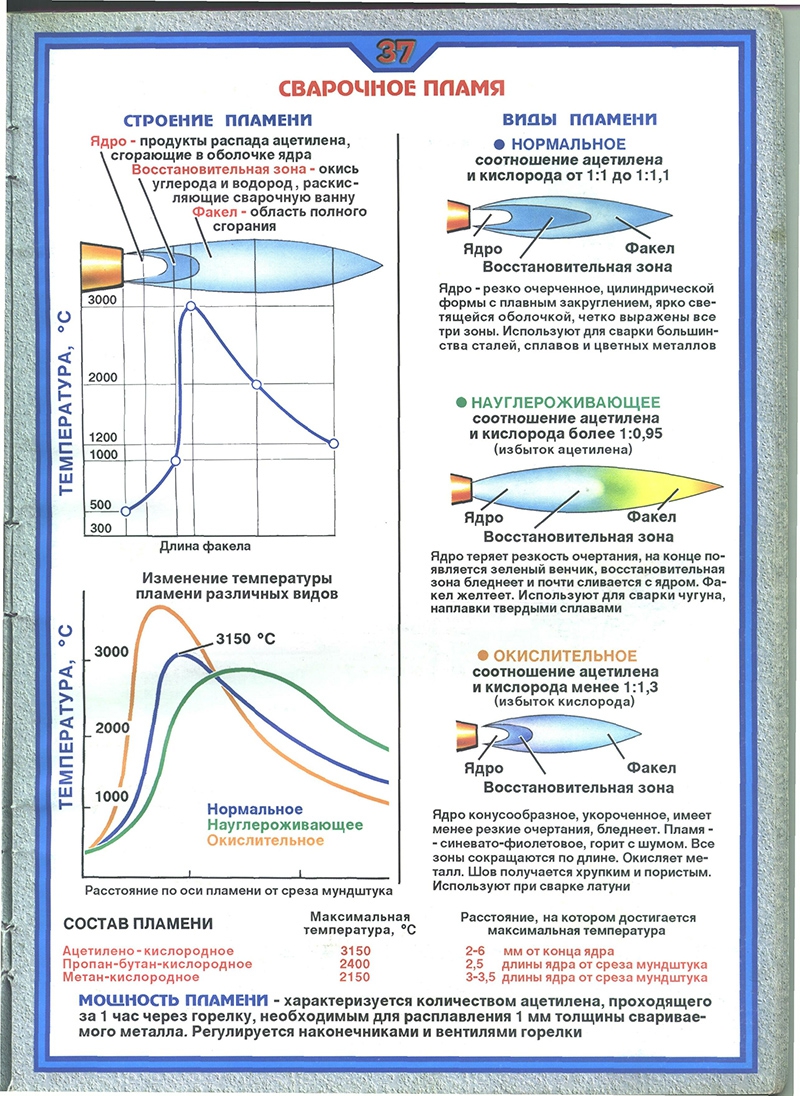
- В зависимости от свариваемых материалов используют окислительное, науглероживающее или нормальное пламя. Хорошо отрегулированное пламя имеет ядро, восстановительную зону и факел. Длина ядра с ослепительным сиянием зависит от наконечника горелки. Зона восстановительная темнее. Для расплава металла рабочей считается зона с максимальной температурой, находящаяся на расстоянии 2-4 мм. от ядра.